
公司简介

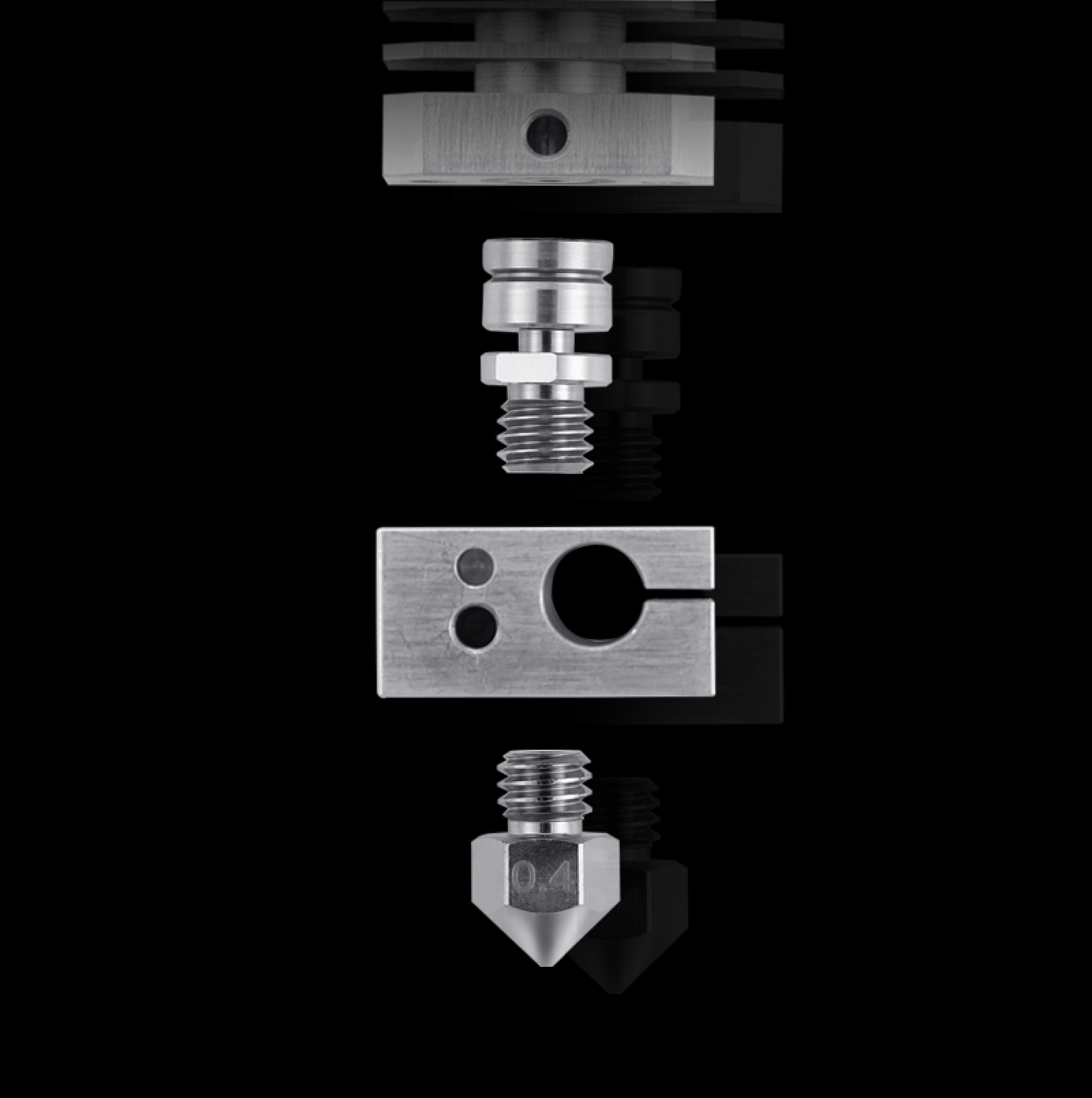
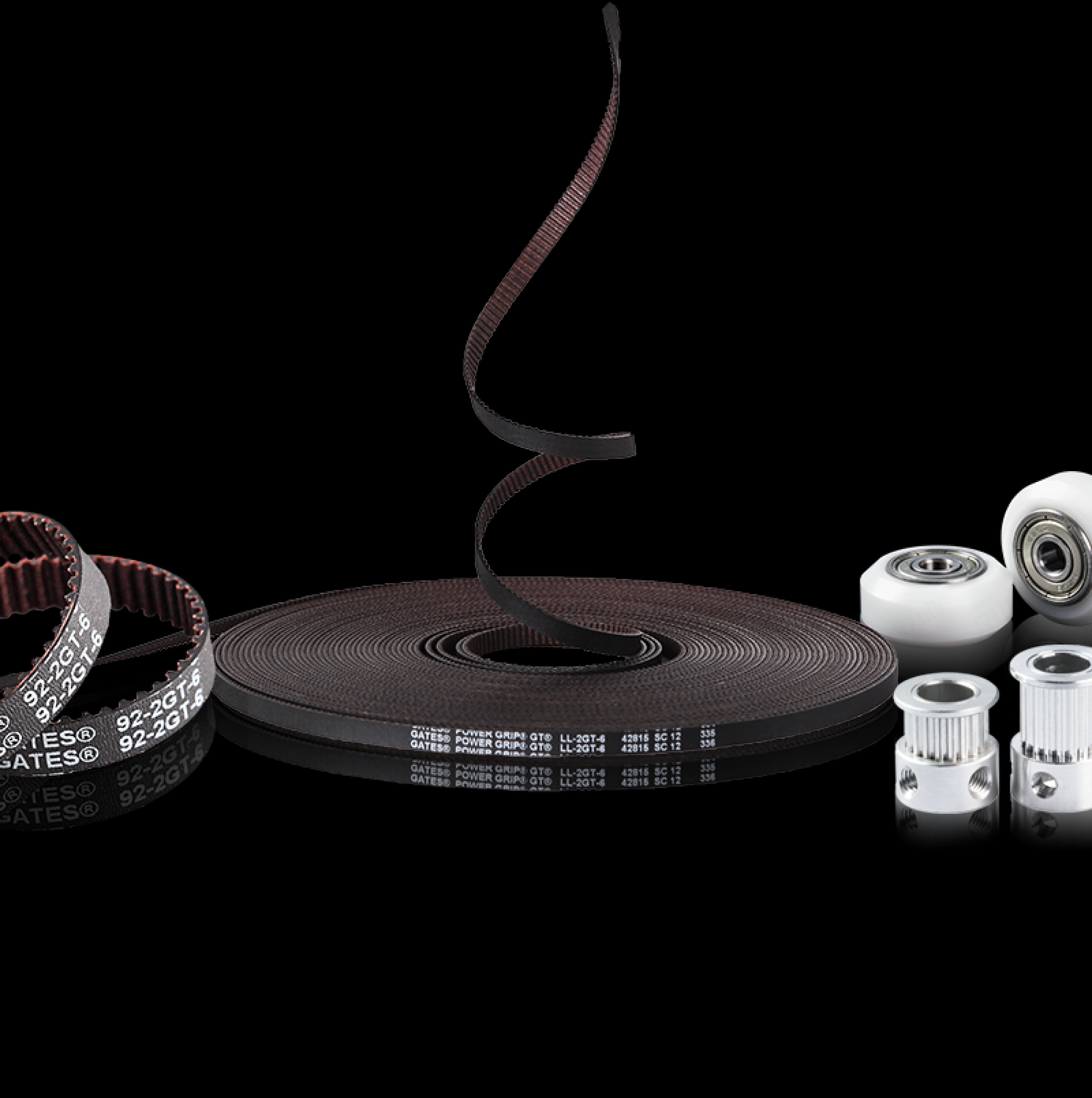
产品中心



核心优势
-

强大的加工能力
锐力斯先进的生产设备和检验仪器、专业可靠的技术团队,科学高效的管理体系、ODM/OEM个性化定制
-
可靠的质量保证
来料检验,生产自检(包括首件检验),过程巡检、外观全检以及出货检验,五大质检全方位预防并把控产品质量
-

完善的客户服务
专业的技术团队,将为客户提供不同环节的产品咨询服务,解决相关技术问题!完善的客户服务使您免于后顾之忧



